Advanced Machines & Expert Processes for Your Composite Manufacturing Success
At Composite Integration we are driven by a core conviction ‘there’s always a better way.’ We care about your success.
No matter how complex your objectives, or how ambitious your projects, our team is committed to equipping you with the finest tools, processes, and expert knowledge needed to excel in composite manufacturing.
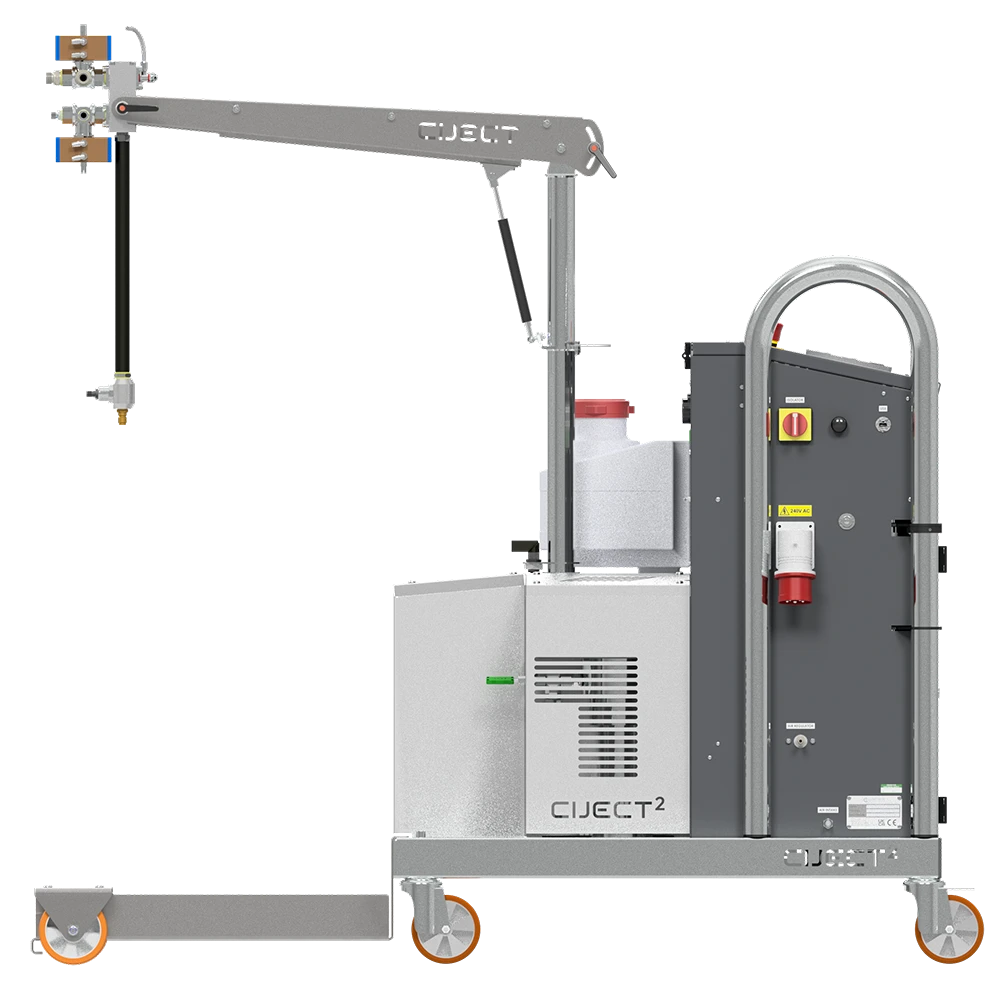
Engineer With Precision Using CIJECT Resin Injection Machines
From small-scale production to large-scale R&D challenges, our CIJECT range of resin mixing and injection equipment empowers you to produce high-quality parts more efficiently, consistently, and reliably, with less waste.
The RTM (Resin Transfer Moulding) and infusion processes can be complex; however, our software and machines are not. They are straightforward and easy to use, capable of manufacturing the most complex designs. Our machines are also incredibly reliable; some customers are still operating machines that we built for them 21 years ago.
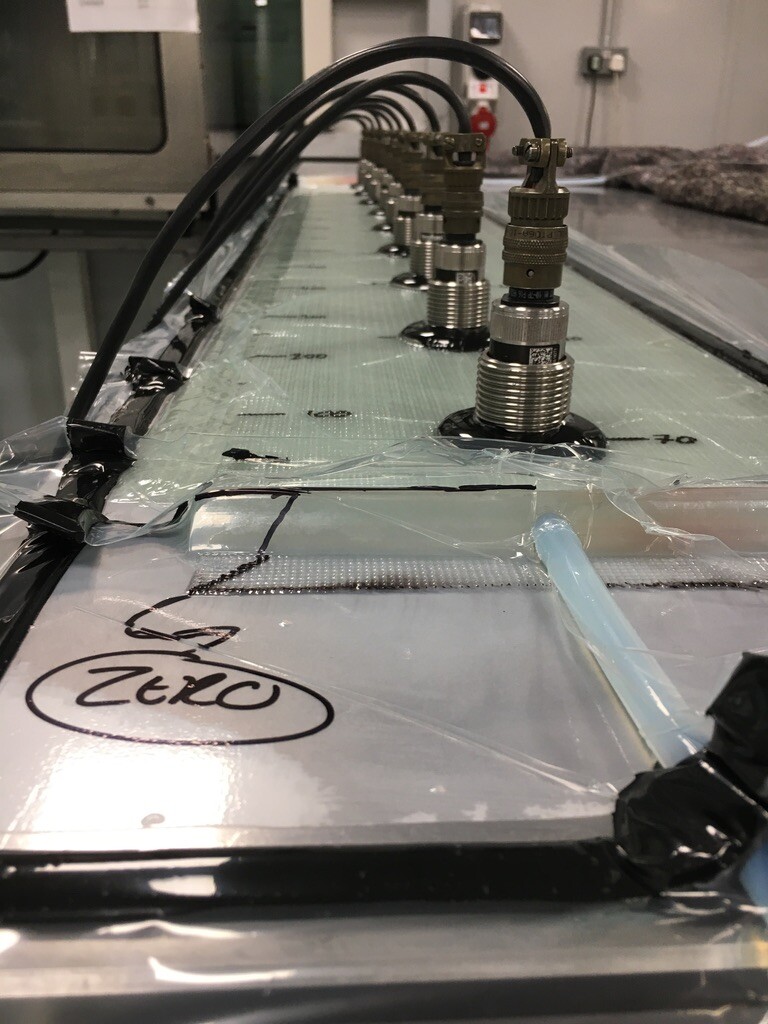
Large Scale Direct Infusion: A Modular Approach with CIJECT
Composite Integration Much More than a Machine
Dedicated Process Development
Custom solutions finely tuned to your specific needs.
Proof of Concepts & Feasibility Studies
Meticulous preparation to ensure your project’s success from the start.
R&D &
Prototypes
Pushing the boundaries of technology to transform your creative visions into tangible successes.
Our focus is not just to provide you with services and equipment; we want to help extend your capabilities and push the boundaries of what is possible.
Advance Your RTM Composites & Resin Infusion Processes
We work with you to identify the most effective processes and specify the optimal equipment to scale your composite manufacturing capabilities.
Our expert team draws on extensive experience to devise solutions that prioritise superior quality and efficiency—helping you reduce waste and enhance the value of your projects.
Push The Boundaries In Your Industry
If you face a challenge in manufacturing any composite product, others may sell you the equipment, but we go further.
Our team provides on-site installation and ongoing support throughout your project, ensuring that you produce only the highest quality parts.
Our machines and expertise have enabled our customers to achieve ground-breaking manufacturing results, including:
How Our Customers Are Pioneering In Composites Manufacturing
Hear directly from our clients in the aerospace, wind, and marine industries, and beyond, about how our solutions have propelled their projects.